

What’s Happening in Heat Treating?
Acquisitions, retirements and facility expansions highlight start to 2023
Quality control, EV components, energy consumption and material influences are just a handful of topics being discussed in heat treating today. New heat treat methods and global trends will be the topic of conversation later this year at Heat Treat 2023. Here’s a round-up of some stories circulating across key market segments.
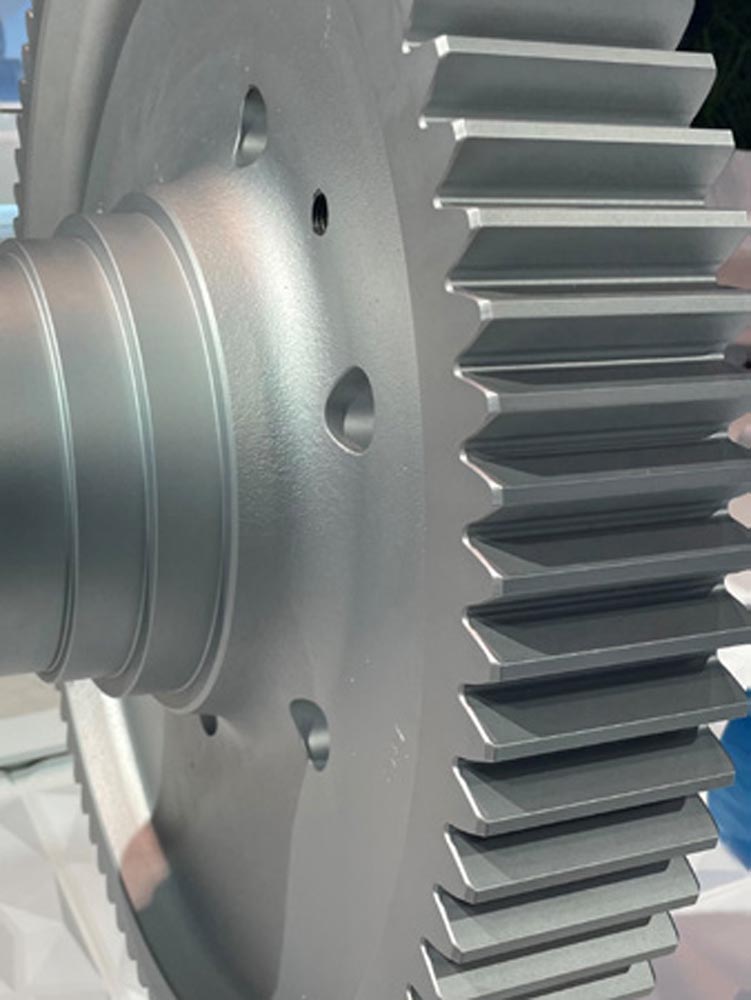
Dana’s Heat-Treating Capabilities Provide Gears and Gear Drives for Construction, Off-Highway and Agriculture Markets
To engage the rapidly increasing interest in compact track loaders (CTLs) and other tracked equipment in North America, Dana is nearly tripling its annual production of Spicer Torque-Hub track drives within the current footprint of its manufacturing and assembly hub in Lafayette.
Spicer Torque-Hub drives for CTLs offer output torque ratings from 5,000 to 17,000 Nm, delivering increased productivity with maximized motor displacements in a compact package.
Scheduled to start operation in the second quarter of 2023, the expansion includes installing automated assembly processes managed by a full manufacturing execution system, extending already robust lean manufacturing initiatives, and incorporating next-generation quality controls.
In addition to expanding its drive production capacity, Dana has also recently repositioned the final assembly of its line of heavy axles for mining and other extreme-duty applications to its Lafayette facility. The realignment helps Dana better address the supply-chain requirements and onshoring of North American OEMs.
In-House Heat Treating Facility
At CONEXPO, Dana highlighted its ability to deliver precision-made Fairfield gears and gear drives for industrial and mobile applications. The company's machining and state-of-the-art heat treatment capabilities enable the production of custom-made Fairfield gears up to 6.5 ft. (2 m) in diameter and shafts up to 10 ft. (3 m) in length.
Dana also supports the production of custom-made Fairfield drives produced to industry certifications, ranging from build-to-print services up to end-to-end support encompassing design, manufacturing, metallurgical engineering, and testing.
“Our Lafayette facility serves a dual purpose as a world-class manufacturing facility and as a technical and customer experience center,” said Jeroen Decleer, senior vice president, off-highway drive and motion systems at Dana. “Optimally located for many of our US-based customers, our Spicer Torque-Hub center of excellence features numerous upgrades that will help us further increase customer satisfaction and create value.”
Bodycote Receives Science-Based Target Initiative Approval for Emissions Targets
Bodycote recently announced its near-term science-based emissions target has been approved by the Science Based Targets initiative (SBTi).
SBTi is an independent global body enabling businesses to set and validate emissions reduction targets in line with the latest climate science and strict criteria. The initiative is a collaboration between CDP, the United Nations Global Compact, World Resources Institute (WRI) and the World Wide Fund for Nature (WWF) and one of the We Mean Business Coalition commitments.
Science-based targets provide a clearly defined pathway for companies with ambitious climate goals to reduce greenhouse gas emissions, helping prevent the worst impacts of climate change and future-proofing business growth. Targets are considered ‘science-based’ if they are in line with what the latest climate science deems necessary to meet the goals of the Paris Agreement – limiting global warming to well-below 2°C above pre-industrial levels and pursuing efforts to limit warming to 1.5°C.
Bodycote, with over 165 facilities in 22 countries, commits to reduce its absolute Scopes 1 and 2 greenhouse gas emissions by 28 percent by 2030 from a 2019 base. Scope 1 includes all emissions directly linked and emitted by Bodycote facilities and Scope 2 includes all emissions linked to the Group’s purchased inputs, those associated with the purchase of electricity, steam or cooling. Bodycote measures Scope 3 emissions, in line with the SBTi guidelines, but does not report them as SBTi deems the quantum to be immaterial.
Bodycote’s services are vital to ensuring the performance and longevity of crucial components in almost every part of the modern world, enabling—amongst many other advantages—longer lifetimes, less machining, less waste and greater fuel efficiency. Both in the products we process and the way we process them Bodycote’s services support industry to avoid emissions, commonly referred to as Scope 4. By avoiding emissions from the outset, Bodycote is a major contributor to helping industries to reduce their carbon footprint and help to minimize the adverse impact on the climate.
Commenting on the approval, Bodycote Group Chief Executive, Stephen Haris said, “We are very pleased to achieve approval of our near-term science-based emissions targets. Managing energy and reducing our environmental impact has long been part of our corporate culture. As a company, Bodycote is focused on ethical and sustainable growth, and proud of our commitment to setting an ambitious target. Leading by example, Bodycote demonstrates the positive impacts of carbon reduction for its stakeholders and encourages other businesses to commit to science-based targets.”
Ipsen Repurposes Ceramics Facility for Expanded Hot Zone Production Capacity
Ipsen in Pecatonica, Ill., (formerly Ipsen Ceramics) is being repurposed for vacuum furnace hot zone assembly. The plant is currently undergoing major refurbishments, including new lighting, HVAC, roofing, and other interior and exterior upgrades. The factory, located at 325 John Street, is less than 30 miles from Ipsen’s Vacuum Technology Excellence Center in Cherry Valley and will initially employ up to eight material assemblers. Incorporating the Pecatonica location into Ipsen’s vacuum furnace production and aftermarket process will provide added benefits to customers.
“Our goal is to reduce delivery times and better control the critical phase of assembly,” said Jake Hamid, Ipsen’s director and chief operating officer.
In the future, Ipsen is considering other manufacturing activities in Pecatonica to supplement the needs of the Vacuum Technology Excellence Center.

Ipsen is now hiring material assemblers. Benefits include 401k with company match, medical, dental, and paid vacation time.
Aalberts Surface Technologies Expands Austempering Capabilities
Aalberts surface technologies recently announced a significant expansion of its austempering capabilities and capacity in Canton, Ohio and Ft. Smith, Ark.
Three atmosphere-to-salt furnaces will be added at the existing facility in Canton. This expands the number of austempering locations in the Aalberts surface technologies US footprint to four. Infrastructure will be engineered in Canton to allow for up to six austempering furnaces in the future. The expansion in Canton will allow Aalberts to better serve customers located in the eastern US and those with product flowing through the area. The austempering and marquenching equipment is anticipated to be online in Q4 2023.
The Aalberts surface technologies austempering facility in Ft. Smith was started in 2018 to bring industry leading capabilities to an underserved market. In response to growing demand in the region, additional capacity will be added at the Ft. Smith plant, with one furnace to be installed in Q3 2023 and another planned for Q4 2024.
The added capacity will allow the company to support current customers’ growth plans as well as demand from new entrants into the fast growing austempered ductile iron market. Additionally, the expanded US footprint creates redundancy that provides customers greater flexibility, risk mitigation, and cost reduction opportunities.

“We are pleased to announce our latest investment in technology to add capacity that meets our customers’ growing demand in key markets. The added capacity allows us to maintain our high level of customer service and further strengthens our position as the market leader in austempering and marquenching,” says Steve Wyatt, president of Aalberts surface technologies.
AFC Holcroft Announces Management Changes


William Disler, president and CEO at AFC-Holcroft
William Disler, president and CEO at AFC-Holcroft, has announced that he is stepping down from the company, effective March 30, 2023.
As part of the departure news, the company also announced Tracy Dougherty and Ronald Waligora will share senior leadership responsibility for leading the company. Dougherty, formerly vice president of sales, has been named chief operating officer for sales, applications, marketing and aftermarket sales while Waligora, formerly senior engineering manager, has been named chief operating officer for project management, engineering, manufacturing and field services.
Disler said, “It has been an exciting and rewarding journey with AFC-Holcroft. It is hard to believe it started more than 35 years ago. Over the years I have had a chance to work with many incredible people and have made many friends.” He added, “I have every confidence that the new leadership will continue to guide the company in a good direction. We have brought together a stellar team, and I feel good that I am leaving the company in such capable hands, and that this company will continue its long history of excellence into the future. I am very proud of AFC-Holcroft and the people that have always worked so hard to make it such a great company.”
Disler started his career at the Holcroft Company in 1987 as an electrical engineer newly graduated from Lawrence Technical University, where he currently sits on the Advisory Board of the College of Engineering. His career included extensive international involvement, including living in Asia for more than two years coordinating furnace co-builds with multiple customers. He began to transition his way into engineering and sales roles, such as Manager of Advanced Controls and Far East Operations Manager, with a growing emphasis on international business, which eventually led to his senior positions at AFC-Holcroft. He traveled throughout more than 25 countries around the world while supporting sales, engineering, and manufacturing activities. After serving as the company’s executive vice president starting in 2005, he was named president and CEO of AFC-Holcroft in 2012.
Christian Grosspointner, CEO of Aichelin Group said, “I would like to offer my appreciation to Bill for his dedication to AFC-Holcroft over so many years. And to the new management team, I wish you great success as you lead the company forward.”
Disler concluded, “With our new management team in place, I can now take the time to enjoy other private and professional pursuits that I was unable to find time for. I will always support the AFC-Holcroft Team and plan to keep in touch as much as possible with my friends and colleagues. Thanks to everyone; employees, customers, partners, and friends who helped make my time at AFC-Holcroft so gratifying.”
An Early Look at Heat Treat 2023
Heat Treat 2023 is a conference and expo for heat treating professionals, attracting global innovators, researchers, influencers, and decision makers from around the globe. This year’s conference and expo will feature:
- Latest research and industry insights with more than 125 technical presentations.
- 2.5 days of face-to-face networking opportunities with approximately 200 heat treat exhibitors/companies.
- Colocation with ASM’s Annual Meeting, “International Materials, Applications and Technologies (IMAT)” Conference & Expo, providing Heat Treat attendees with access to 100 materials-related exhibitors and more than 400 additional technical presentations and workshops. Special crossover keynotes and technical sessions are planned!
- Continued co-location with Motion + Power Technology Expo 2023 with access to an additional 300 exhibitors.
- “Basics of Heat Treating” education courses.
- VIP guided industry tour.
- Student/emerging professionals initiatives, including free college student registration, Fluxtrol Student Research Competition and the new ASM Heat Treating Society Strong Bar Student Competition.
Heat Treat 2023 takes place October 17–19, 2023, in Detroit.
youtube.com/watch?v=F3jxNovHNRo
Seco/Vacuum Quench Furnace Supports U.S. Manufacturer
A US-based international manufacturer placed an order for a Vector high-pressure gas quench furnace from Seco/Vacuum, a Seco/Warwick Group company. With this new addition partner will increase its heat treat capability while improving part quality. The new furnace will allow to heat treat larger parts, at higher quantities per cycle, than their existing furnace, all with improved quality control and reliability.
The partner’s equipment requires the use of large dies that require precise heat treating. Their current heat treatment setup includes a pair of vacuum furnaces which have some limits compared to the Vector they are about to receive.
New furnace features improve turnaround
The new furnace, a bottom loading Vector vacuum furnace with 6-bar nitrogen gas quench, is 60-in. dia., 72-in. tall, with a three-ton capacity working zone. This is room enough to treat three of their largest dies at once compared to only two per cycle for the old furnace. The furnace is also equipped with convection heating which allows them to run their tempering cycle in the same furnace without having to move parts after hardening, a tremendous time and labor savings.
Three temperature control zones and heating elements in the ceiling and in the bottom ensure temperature uniformity of ±10°F. A 6-bar nitrogen quench system with cooling nozzles located 360 degrees around the load combined with a rotary hearth drive all serve to ensure fast, uniform cooling, minimizing out-of-roundness distortions. The furnace is also equipped with Seco/Warwick’s FineCarb low-pressure carburizing system for future process developments.
All these features and more will allow them to increase production capacity to meet the rising market demand of today and tomorrow.
Positioning for growth
The OEM is seeing a lot more orders for their largest size dies than they used to. The new furnace’s vertical configuration and rotary hearth were built specifically to accommodate more of these large dies, allowing them to meet the elevated demand with ease. The new Vector not only has the volume to handle more large dies at once, but also has features that make loading and unloading easier. Seco/Vacuum’s intuitive process controls ensure greater heating uniformity than their existing equipment in both convection mode and in vacuum mode.
“We are looking forward to delivering our state-of-the-art furnace, specially configured for their needs, to augment the existing general-purpose furnaces they’ve utilized for so long. With a wide range of quenching features, they’ll have room to grow too, even enabling them to conduct low-pressure carburizing processes if they ever need to,” said Peter Zawistowski, managing director of Seco/Vacuum.
Vector: A versatile heat treatment tool
Vector, Seco/Warwick’s versatile high-pressure gas quench vacuum furnace, is employed extensively in in-house manufacturing plants across the globe, especially those conducting a wide range of heat treat processes. Whether it’s used for hardening tooling or finished parts, low-pressure carburizing (LPC), solution heat treating, annealing or other processes,
Solar Atmospheres of California Installs Large Car Bottom Air Furnace

Solar Atmospheres of California (SCA) successfully installed a brand new 14-ft. long car bottom Air Furnace with a total load capacity of up to 30,000 lbs. The furnace was surveyed in accordance with AMS2750 and is uniform within ±10°F (Class 2). The furnace has a working zone that is 60-in. square by 168-in. long and handles a workload up to 30,000 pounds. With a maximum operating temperature of 1450°F, this furnace accommodates not only the tempering of large tool steel components but also age hardening of 15-5 PH, 17-4 PH, 13-8PH and nickel-based alloys, and the annealing of Titanium Forgings.
Solar is typically known around the world as a “vacuum only” heat treater. However, there is a great need for heat treating non finished parts and materials in accordance with the same specifications (AMS, MIL, Boeing and Airbus) within different atmospheres where surface oxidation is permissible. This new 14-ft. Air Furnace allows the “raw material customer” an option, while being more price competitive than with a vacuum environment. This new investment will only complement the vast array of vacuum furnaces that Solar operates every day.
Derek Dennis, president of Solar Atmospheres of California states, “Solar Atmospheres of California is excited to be adding this new furnace and the added capability/capacity. SCA’s customers have requested this additional capability and it’s our responsibility to meet their needs in supporting the valuable partnerships that we share.”